Crushers and wear spare parts used in the mining, aggregate, construction demolition and recycling industries are constantly exposed to high humidity, acidic/alkaline groundwater, coastal salt spray, or industrial corrosive atmospheres.
Even non-consumable structural components such as high manganese steel jaw plates, high chromium cast iron blow bars, or alloy steel frame pins are highly susceptible to surface corrosion during ocean shipping and on-site outdoor storage if only protected by simple anti-rust oil at the factory.
Standardized surface anti-corrosion treatments — including sandblasting and thermal spray zinc (or zinc-aluminum alloy arc spraying) — not only remove scale and residual molding sand from casting surfaces but also form a sacrificial anode protective layer on workpieces.
This significantly delays corrosion, extends the effective service life of non-crushing surfaces on key components, and reduces rust removal and maintenance costs for end users before installation.
Why Anti-Corrosion Surface Treatment Is Critical for Crusher Wear Parts & Structural Components
The working surfaces of crusher liners rely on material hardness and work-hardening for wear resistance.
However, non-wearing areas — including rear surfaces, bolt holes, positioning bosses, and frame adjustment parts — do not participate in crushing but are highly vulnerable to electrochemical corrosion from environmental moisture.
Corrosion can cause:
Poor fitting between liners and crushing chambers during installation, leading to abnormal vibration and stress concentration;
Rust-induced shrinkage of bolt holes, increasing on-site assembly/disassembly difficulty and downtime;
Deep pitting corrosion during storage and sea transport, harming appearance acceptance or even resulting in rejection by end customers.
Therefore, international buyers increasingly require suppliers to implement standardized surface treatments for crusher parts and mining machinery castings: sandblasting as pre-treatment, combined with zinc-rich epoxy primer, thermal spray zinc, or zinc-aluminum alloy metallizing based on operating conditions.
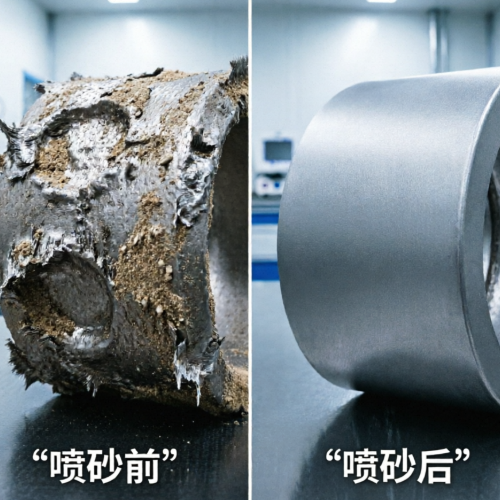
Sandblasting Pre-Treatment: The Foundation of All Subsequent Anti-Corrosion Coatings
The primary purpose of abrasive blasting / shot blasting is to thoroughly remove scale, residual sand, flash, and oil from casting surfaces, achieving specified cleanliness in accordance with ISO 8501-1 (SSPC-SP 10 / Sa 2.5 or Sa 3).
Angular abrasive materials such as corundum or steel grit create a uniform surface profile (typically Rz 40–80 μm), greatly improving mechanical adhesion for subsequent paint or metal coatings.
For large crusher liners and frame components, industry best practices include:
Use of mixed abrasives such as copper slag, brown fused alumina, or cast steel shot;
Compressed air pressure controlled at 0.6–0.8 MPa, with nozzle distance of 100–150 mm from the workpiece;
Blasted surface free of visible oil, scale, or old paint, showing uniform metallic luster (Sa 2.5 as general requirement, Sa 3 for critical exposed parts);
Transfer to painting or thermal spraying within the same shift to prevent re-rusting.

Thermal Spray Zinc & Zinc-Aluminum Alloy Metallizing
Thermal spray zinc (metallizing) melts pure zinc wire (purity ≥ 99.5%) or zinc-aluminum 85/15 alloy wire via electric arc or flame, atomizes and sprays it onto sandblasted steel or cast iron surfaces, forming a metal coating of 80–120 μm or thicker.
Its anti-corrosion mechanism is sacrificial anode protection: even with micro-pores or minor scratches, the zinc layer corrodes preferentially, protecting the iron substrate from oxidation.
Compared with traditional hot-dip galvanizing (immersion at ~450°C), thermal spray zinc keeps workpiece temperatures below 80°C, avoiding thermal deformation of large high manganese steel or alloy steel castings. It is also unrestricted by galvanizing tank dimensions, making it ideal for large cone crusher concave seats, frame side plates, feeder troughs, and screening equipment welded structures.
Typical Thermal Spray Zinc Process Flow
Surface sandblasting to Sa 2.5–Sa 3, roughness Rz ≥ 50 μm;
Zinc spraying completed within 2–3 hours after blasting to prevent substrate oxidation;
Average zinc coating thickness 80–150 μm per ISO 2063, increased to 200 μm for marine or highly corrosive environments;
Sealer / epoxy sealer primer application to fill micro-pores, followed by intermediate and top coats to form a duplex system, extending anti-corrosion life to 15–20+ years.
Other Common Anti-Corrosion System Options
Not all crusher parts require thermal spray zinc. Buyers may select systems based on component type and environment:
Large high manganese steel crusher liners (jaw plates, cone liners):
Sandblasting for scale removal + thin water-based or oil-based temporary rust inhibitor (valid for 6–12 months indoor storage). Some high-end markets require 15–25 μm zinc-rich epoxy shop primer after sandblasting to prevent shipping corrosion.
Structural steel weldments (frames, adjustment rings, eccentric housings):
Recommended: sandblasting Sa 2.5 + zinc-rich epoxy primer (60–80 μm DFT) + epoxy intermediate coat + polyurethane topcoat, total DFT 160–240 μm, meeting ISO 12944 C3–C4 for medium to high corrosivity.
Non-wearing parts of fixed equipment in coastal or humid tropical mines:
Sandblasting + thermal spray zinc (or Zn/Al alloy) + epoxy sealer + polyurethane topcoat, representing the heavy-duty anti-corrosion system.
Standard parts (bolts, hydraulic lines):
Typically treated by hot-dip galvanizing or Dacromet, not covered under casting sandblasting and zinc spraying.
Key Inspection Points for Surface Treatment in Procurement Contracts & Pre-Shipment Checks
When placing orders with foundries or machinery factories, clearly define the following requirements on drawings or technical specifications for enforceable inspection:
Specify surface treatment standards, e.g., “Sandblasting to ISO 8501-1 Sa 2.5, roughness Rz 40–75 μm”;
Define coating system and dry film thickness (DFT), e.g., “Zinc-rich epoxy primer 75 μm + epoxy intermediate 125 μm + polyurethane topcoat 40 μm, total DFT ≥ 240 μm” or “Thermal spray zinc min 100 μm per ISO 2063 + epoxy sealer”;
Require accompanying coating records, film thickness reports (multi-point magnetic gage measurement), and visual comparison photos;
On-site inspection may use ISO 8501-1 rust grade photos for cleanliness assessment, plus pocket roughness comparators or thickness gages for random checks.
Important Note:
The working surfaces (crushing contact areas) of high manganese steel wear parts must NOT be coated with organic or metallic layers, as high temperatures and extreme pressure during operation will cause coating peeling and material contamination. Only non-working areas require anti-corrosion treatment.
Conclusion
Applying sandblasting pre-treatment matched with thermal spray zinc, zinc-aluminum alloy metallizing, or heavy-duty anti-corrosion paint systems based on operating conditions is a standard quality control practice in mature international supply chains for crusher wear castings and key mining structural components.
It effectively resists corrosion during shipping and on-site storage, eases end-user installation, and improves overall equipment reliability by extending service life of non-wearing sections.
Including surface treatment requirements in technical agreements during inquiry and order placement is a critical step for professional buyers to ensure project delivery quality.
Post time: Jul-02-2026